1 Introduction
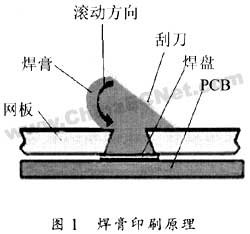
With the rapid development of surface mount technology, in the production process, the impact and role of solder paste printing on the entire production process is increasingly valued by production technologists and process engineers. Solder paste printing technology is adopted. The stencil, with a certain method to make the screen and the printing press directly contact, and make the solder paste flow evenly on the stencil, from the mask pattern into the mesh. When the screen is pulled away from the printed board, the solder paste is peeled from the mesh to the corresponding land pattern of the printed board in the shape of a mask pattern, thereby completing the printing of the solder paste on the printed board, as shown in FIG. 1 . . The equipment used to complete this printing process is a screen printer. Solder paste printing is one of the most critical processes in SMT production process. The quality of printing will directly affect the quality and efficiency of SMD assembly. According to statistics, 60%-70% of welding defects are caused by bad solder paste printing results. As a result, the printing quality of the solder paste must be improved and printing defects should be minimized as much as possible. To achieve high-quality repeat printing, the characteristics of the solder paste, the production of the screen, and the setting of the printing process parameters are all critical. Points are discussed one by one.
2 Solder paste characteristics and options
Solder paste is much more complex than pure tin-lead alloys. The main components are: solder alloy particles, fluxes, rheology modifiers/viscosity control agents, and solvents. Different types of solder paste, its composition is not the same, the scope of application is also different, so be careful when selecting the solder paste, and indeed grasp the relevant factors to ensure good quality, usually when selecting the solder paste should pay attention to the following factors:
2.1 Good printing performance
The viscosity of the solder paste is an important factor influencing the printing performance. The viscosity is too high, the solder paste is not easy to pass through the opening of the screen, the printed lines are incomplete, the viscosity is too low, and the flow and edge collapse easily, affecting the resolution of printing and The smoothness of the line, the viscosity of the commonly used solder paste between 0.5 × 1.2KPa · s, steel mold printing, the best viscosity of the solder paste is 0.8KPa · s. The viscosity of the solder paste can be measured with an accurate viscometer, but the following methods can be used in practical work. Stir the solder paste with a spatula for about 30 minutes. Then use a spatula to stir up a little solder paste to allow the solder paste to fall naturally. If the solder paste slowly goes by This shows that the viscosity is moderate; if the nature of the solder paste is not slippery, it means the viscosity is too large. If the solder paste keeps slipping at a faster speed, the solder paste is too thin and the viscosity is too small.
Solder paste solder particle shape, diameter size and uniformity also affect the printing performance, the general solder particle diameter is about 1/5 of the opening size of the stencil, for fine pitch 0.5mm pad, the stencil opening The size of 0.25mm, the maximum diameter of the solder particles does not exceed 0.05mm, otherwise it is easy to cause blockage during printing, the specific pin spacing and solder particles relationship shown in Figure 2. Usually the fine-grained solder paste will have better solder paste resolution, but it is prone to edge collapse. Simultaneously, the degree of oxidation and the chance of oxidation are also high. Generally, the pin pitch is one of the important selection factors, taking into account the performance. And price.
2.2 Good adhesion
The adhesive property of solder paste refers to the ability of solder paste to stick together, which mainly depends on the composition of the soldering system in the solder paste and the proportion of other additives (such as adhesives, solvents, thixotropic agents, etc.). If the solder paste itself has a strong ability to stick together, it will facilitate the release of the solder paste, and it can well fix the components on it, reduce the flying or falling pieces when the components are mounted, and can withstand the mounting and transfer process. Vibrate or bumpy at the time.
2.3 The melting point of solder paste
According to the process requirements and components can withstand the temperature to select different melting point of the solder paste, the melting point of the solder paste is determined by the alloy composition, for SMT production, the general choice of 63Sn-37Pb or 62Sn-36Pb-2Ag, the melting point of 183 °C 179 °C, these types of solder paste not only has a lower melting point, and the solder joint strength is relatively high, can better meet the welding requirements, different melting point solder paste is often used for double-sided mount printing plate production, requirements The melting point of one side of the solder paste is tens of degrees higher than that of the second side to prevent the first side member from falling off when the second side member is soldered.
2.4 Flux Types
The flux in the solder paste functions: 1) removes the oxide layer from the PCB pad, 2) protects the pad surface from oxidation, and 3) reduces the surface tension of the solder in the solder to promote solder flow and dispersion. Since the solder powder accelerates oxidation during reflow, the flux must have sufficient activity to remove these oxides. Another consideration is whether the board should be clear after soldering. If it is no-clean, it must be selected without corrosion and low residue. Clean the flux. Solder fluxes in the solder paste include RSA (strongly activated type), RA (active type), RMA (weakly activated type), R (non-activated type), and generally RMA type.
2.5 Solder Paste Metal Content
The content of metal in the solder paste determines the thickness of the solder after soldering. As the percentage of metal content increases, the solder thickness also increases (see Table 1), but at a given viscosity, the tendency of the solder to bridge increases as the metal content increases.
After reflow, the device pins are required to be soldered securely, with a full, smooth solder fillet and a 1/3-2/3 height climb in the height direction of the tip of the device (resistor element). From the above table, it can be seen that as the content of metal decreases, the thickness of the solder after reflow is reduced. In order to meet the requirements for the amount of solder paste, 85%-92% of the solder paste is usually used. The metal content is controlled at 89% or 90%, and the use effect is better.
2.6 Service Life and Storage Life
The service life refers to the allowable time for the solder paste to pass through to the placement of components. If the solvent contained in the solder paste is too volatile, the solder paste can be easily dried and not easily handled, and the adhesion to the components can easily be lost. Solder pastes with at least 4 hours of active working time should be selected, which may cause problems for batch production.
The term of storage refers to the shelf life of the solder paste from the factory to the performance arrangement. The general term is 3-6 months, and there is also one year. Due to the chemical additives in the solder paste, the temperature and the Changes in time, losing the original function, so the shelf life and use of the device need to pay attention.
3 Solder paste use and storage precautions
3.1 Registration and preservation of solder paste
After the arrival of the solder paste, you should register the arrival time, shelf life, model number, and number of solder paste for each can. When using, follow the principle of “first in, first outâ€. The solder paste should be stored in a sealed, constant temperature, constant humidity cabinet. The temperature is about 2-10 °C, the temperature is too high, the flux and the alloy solder powder chemical reaction, so that the increase of viscosity affect its printability, the temperature is too low (less than 0 °C) rosin in the flux will produce a crystallization phenomenon, so that The shape of the solder paste deteriorates and the rheological characteristics of the solder paste are compromised when thawing.
3.2 Solder Paste Use Precautions
During the use of solder paste, pay attention to the following points:
(1) When using, it should be taken out from the refrigerator at least 4H in advance, write down the time, number, user, application of the product, and sealed at room temperature, open the cap when the solder paste reaches room temperature. If it is opened at a low temperature, water vapor is easily absorbed, and tin beads are easily generated during reflow. Note that it is not possible to put the solder paste next to a hot air device or an air conditioner to accelerate its temperature rise.
(2) After unsealing, stir at least 30s with a stirrer or manually stir for 5 min to make the components in the solder paste uniform and reduce the viscosity of the solder paste.
(3) After the first printed board or equipment is adjusted on the shift, the thickness of the solder paste shall be measured with the solder paste thickness tester. The test points shall be selected at the top, bottom, left, right, and middle of the test surface of the printed board. Numerical values ​​require that the thickness of solder paste be within -10% to +15 % of the thickness of the stencil.
(4) When placed on the stencil for more than 30 minutes, it should be mixed with the stirring function of the screen printing machine before use. If the intermediate interval is longer (more than 1h), the solder paste should be put back into the tank and the cap tightly closed. After using the solder paste to open the seal again, the components in the solder paste should be uniform by using at least a stirrer or manual stirring.
(5) The number of board surfaces and solder joints on the printed board determines the amount of solder paste to be added to the board for the first time. Generally, 200-300g is added for the first time. After printing for a period of time, add a little more to ensure the solder paste. During printing, clockwise rolling along the advancing direction of the scraper, the thickness is approximately equal to 1/2 to 3/4 of the height of the metal scraper.
(6) Solder paste should be mounted within the shortest possible time after printing on the board to prevent volatilization of solvents such as fluxes. In principle, it should not exceed 8 hours. After the solder paste is removed, it must be cleaned and reprinted.
(7) After opening, in principle, it should be used up within one day, and the solder paste exceeding the time of use must not be used. The solder paste scraped back from the stencil should also be sealed and refrigerated.
(8) The optimum printing temperature is 25°C±3°C, and the relative temperature is 45%-65%. If the temperature is too high, the solder paste easily absorbs water vapor and produces tin beads during reflow.
(9) Do not put fresh solder paste and used solder paste into one bottle. When the solder paste is to be taken from the stencil, another empty bottle must be installed to prevent the fresh solder paste from being contaminated by the old solder paste.
(10) It is recommended that when old and new pastes are used in combination, 1/4 of the old solder paste and 3/4 of the fresh solder paste are uniformly mixed to keep the new and old solder pastes in an optimal state when they are mixed together.
(11) In the production process, 100% inspection of solder paste printing quality is performed. The main content is whether the solder paste pattern is complete, whether the thickness is uniform, and whether the solder paste is tipped.
(12) Clean the screen board according to the process requirements after the shift is completed.
(13) After the printing experiment or printing failure, the solder paste on the printed board is required to be thoroughly cleaned and dried with an ultrasonic cleaning device to prevent the occurrence of solder balls after reflow due to residual solder paste on the board.
4 Making stencils
4.1 The key to the production of stencils
The stencil is a key component of solder paste printing. It consists of a frame, a screen, and a mask pattern. In general, the mask pattern is formed on the screen by an appropriate method, and corresponds to the SMT pads on the PCB to be printed with the solder paste, and the screen is stretched on the frame, as shown in FIG. 3 . At the same time, it should be noted that several key points in the production of screens:
(1) Frame. The function of the frame is to support and tension the screen, keeping the screen parallel to the workbench of the PCB clamping mechanism. Generally, hollow aluminum alloy profiles are used to meet the strength requirements and facilitate the printing operation.
(2) Screens and screens are stretched over the frame. It is the carrier of the masking pattern and is also an important tool for controlling the amount of solder paste printing. It can determine the accuracy and quality of solder paste printing. Screens can be made of different materials. Among them, stainless steel wire mesh is most suitable for solder paste printing.
(3) Screen opening type. There are usually three methods of chemical etching, laser cutting and laser cutting and electroplating:
1) Chemically corroded hole walls are rough and can only be used for spacing printing above 0.65mm, but the cost is lower than other stencils (see Figure 5);
2) The laser cutting adopts a conical opening, which is conducive to demoulding, and can be processed with a Gerber file, the error is smaller and the precision is higher (see Figure 6);
3) The laser cutting and plated hole wall is smooth and can be shrunk. It has the best mold release properties and is superior to stainless steel in hardness and strength.
Snacks Cookie And Bread Display Rack
Snacks Cookie And Bread Display Rack,Auto Slide Snack Countertop Display,Metal Display Rack Floor Stand Unit,Snack Candy Display Rack
Dongguan Display Leader Co., Ltd , https://www.displayonestop.com