In recent years, 3D printing technology has been gradually applied to the manufacture of actual products, among which the 3D printing technology of metallic materials has developed particularly rapidly. In the field of national defense, developed countries in Europe and America attach great importance to the development of 3D printing technology, and they have invested heavily in research, and 3D printing metal parts have always been the focus of research and application. Not only can print molds, bicycles, but also can print weapons such as guns, and even print out large equipment such as cars and airplanes. As a new manufacturing technology, 3D printing has shown a very broad application prospect, and has shown strong development momentum in more fields such as equipment design and manufacturing, equipment support, and aerospace.

1 3D printing overview
1.1 Basic overview
The core idea of ​​3D printing technology originated in the United States at the end of the 19th century, but it did not take shape until the mid-1980s. In 1986, American Charles Hull invented the first 3D printer . China began to study 3D printing technology in 1991. Around 2000, these processes began to evolve from laboratory research to engineering and productization. At the time, its name was Rapid Prototyping (RP), the physical model before the development of the sample. Now there is also called rapid prototyping technology , additive manufacturing . But for the convenience of the public, this new technology is collectively referred to as 3D printing. 3D printing is a kind of rapid prototyping technology. It is a technology based on digital model design, which uses a bondable material such as powder metal or resin to construct a three-dimensional object by layer-by-layer "additive material" printing. 3D printing is called "the thinking and technology of the last century, the market of this century."
1.2 3D printing features
1) High precision. At present, the accuracy of 3D printing equipment can be basically controlled below 0.3mm.
2) The cycle is short. 3D printing does not require the mold making process, which makes the production time of the model greatly shortened. Generally, a model can be printed in a few hours or even tens of minutes.
3) Personalization can be achieved. 3D printing has no limit on the number of models printed, and one or more can be produced at the same cost.
4) Material diversity. A 3D printing system can often print different materials, and the variety of materials can meet the needs of different fields.
5) The cost is relatively low. Although 3D printing systems and 3D printing materials are expensive now, if they are used to make personalized products, the production cost is relatively low.

2 metal 3D printing technology
As the most advanced and promising technology in the entire 3D printing system, 3D printing technology for metal parts is an important development direction of advanced manufacturing technology. With the development of technology and the application of promotion and application, the direct manufacture of metal functional parts by rapid prototyping has become the main development direction of rapid prototyping. The rapid prototyping methods currently available for the direct manufacture of metal functional parts include: Selective Laser Melting (SLM), Electron Beam Selective Melting (EBSM), Laser Engineered Net Shaping (LENS). )Wait.

2.1 Laser Engineering Net Forming Technology ( LENS)
LENS is a new rapid prototyping technology first proposed by the Sandia National Laboratory in the United States. Its characteristics are: Directly manufacturing metal functional parts or molds with complex shapes and structures; can process a wide range of metal or alloy materials and realize the manufacture of heterogeneous material parts; it can easily process materials with high melting point and difficult processing.

LENS is a metal part 3D printing technology developed on the basis of laser cladding technology. The metal powder which is synchronously supplied by the medium and high power laser melting is deposited on the substrate layer by layer according to a predetermined trajectory, and finally a metal part is formed. In 1999, the LENS process was awarded the title of one of the "most creative 25 technologies" in the US industry. Foreign researchers studied the hardness distribution of austenitic stainless steel specimens prepared by LENS process. The results show that the Vickers hardness of the specimens decreases with the increase of the number of layers.
Foreign researchers used the LENS process to prepare porous and functionally graded structures of load-bearing implants. The materials used were Ni, Ti and other alloys with good compatibility with the human body. The prepared implants have a porosity of up to 70%. The service life is 7-12 years. Krishna et al. prepared porous bioimplants using Ti-6Al-4V and Co-Cr-Mo alloys, and studied the mechanical properties of the implants. When the porosity was 10%, the Young's modulus reached 90 GPa. When the porosity is 70%, the Young's modulus drops sharply to 2 GPa, so that the mechanical properties of the implant can be adapted to the organism by changing the porosity. Zhang et al. prepared a network of Fe-based (Fe-B-Cr-C-Mn-Mo-W-Zr) metallic glass (MG) components. It was found that the microhardness of MG reached 9.52 GPa. Li repairs the directionally solidified superalloy GTD-111 by the LENS process. The domestic Xue Chunfang et al. used the LENS process to obtain mesh-like Co-based superalloy thin-walled parts with good microstructure, microhardness and mechanical properties. Fei Qunxing and others used the LENS process to form a non-deformed Ni-Cu-Sn alloy sample.
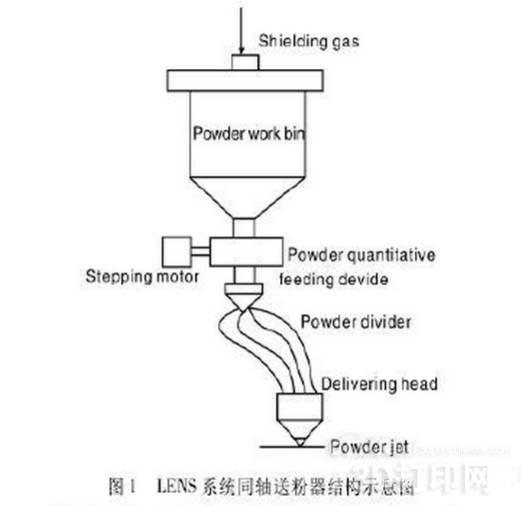
In the LENS system, the coaxial powder feeder includes a powder feeder, a powder feeding head, and a protective gas path. The powder feeder includes a powder bin and a powder dosing mechanism, and the flow rate of the powder is determined by the rotational speed of the stepping motor. 5米的高度。 In order to increase the flow of the metal powder under the weight of the self-weight, the powder feeder is set at a height of 2.5 m. The metal powder flowing out of the powder feeder is equally divided into 4 parts by a powder separator and flows into the powder head through a hose, and the metal powder is sprayed from the nozzle of the powder head to the position of the laser focus to complete the melt deposition process. The entire powder path is propelled by a shielding gas that isolates the metal powder from the air to avoid oxidation of the metal powder. The structure of the LENS system coaxial powder feeder is shown in Figure 1. At present, rapid prototyping technology has gradually matured, and developed countries have also focused on laser engineering net forming technology as research, and have achieved some substantive results. In practical applications, this technology can be used to produce functional composite materials, which can repair high value-added titanium alloy blades, and can also be applied to the production of helicopters, passenger aircraft and missiles. In addition, the technology can be applied to the field of biological implantation, and the implant is prepared by using Ni and Ti materials compatible with the human body, thereby effectively improving the void ratio and prolonging the use time of the implant.

2.2 Laser Selective Melting Technology (SLM)
SLM is an important part of the metal 3D printing field. Its development history is experienced by low-melting non-metallic powder sintering, low-melting-coated high-melting powder sintering, and high-melting powder direct melting forming. It was first patented by the University of Texas at Austin in 1986. In 1988, the first SLM device was successfully developed. The finely focused spot was quickly melted into a preset powder material of 30 to 51 μm, and almost any shape was directly obtained. And functional parts with a complete metallurgical bond. With a density of nearly 100%, a dimensional accuracy of 20 to 50 μm and a surface roughness of 20 to 30 μm, it is a promising rapid prototyping technology.
SLM molding materials are mostly single-component metal powders, including austenitic stainless steels, nickel-based alloys, titanium-based alloys, cobalt-chromium alloys, and precious metals. The laser beam rapidly melts the metal powder and obtains a continuous melting channel. It can directly obtain nearly dense metal parts with almost any shape and complete metallurgical bonding and high precision. It is a promising 3D printing technology for metal parts. Its application range has expanded to aerospace, microelectronics, medical, jewelry and other industries.
The SLM process has more than 50 influencing factors, six categories that have a significant impact on the forming effect: material properties, laser and optical path systems, scanning features, molding atmosphere, forming geometry and equipment factors. At present, researchers at home and abroad mainly conduct process research and applied research on the above several influencing factors, all aimed at solving the defects occurring in the molding process and improving the quality of the molded parts. In terms of process research, important process parameters in SLM molding process include laser power, scanning speed, layer thickness, scanning pitch and scanning strategy. By combining different process parameters, the molding quality is optimized.
The main defects in the SLM molding process are spheroidization and warpage. Spheroidization is insufficient melting of the upper and lower layers during the forming process. Due to the surface tension, the molten droplets will rapidly roll into a spherical shape, resulting in spheroidization. In order to avoid spheroidization, the input energy should be appropriately increased. Warpage deformation is caused by the thermal stress existing in the SLM forming process exceeding the strength of the material, resulting in plastic deformation. Because the measurement of residual stress is difficult, the research on the warpage of the SLM process is mainly carried out by the finite element method. The reliability of the simulation results was verified by experiments. The basic principle of SLM technology is: Firstly, the 3D solid model of the part is designed by using 3D modeling software such as Pro /e, UG, CATIA, etc., then the 3D model is sliced ​​and layered by the slicing software to obtain the contour data of each section. The filling scan path is generated from the contour data, and the device will control the laser beam selection area to melt the metal powder materials of each layer according to the filling scan lines, and gradually stack into three-dimensional metal parts.
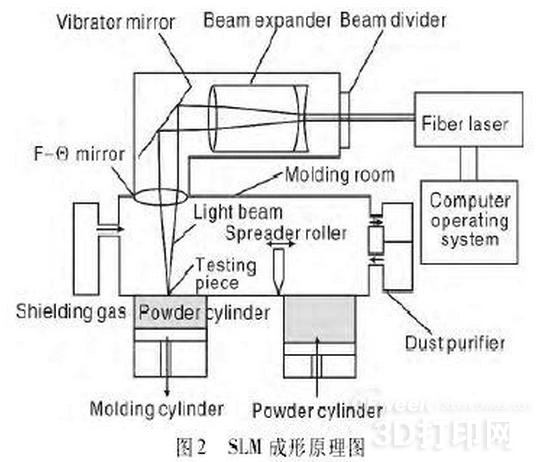
Figure 2 is the forming principle diagram: Before the laser beam starts scanning, the powder spreading device pushes the metal powder flat onto the substrate of the forming cylinder. The laser beam then fills the scanning line of the current layer, and the selected area melts the powder on the substrate to process the powder. The current layer, then the forming cylinder is lowered by a layer thickness, the powder cylinder is raised by a certain thickness, the powder spreading device is laid on the processed current layer, and the equipment is transferred to the data of the next layer contour. Processing, such layer processing, until the entire part is processed. The entire process is carried out in a process chamber protected by inert gas to prevent the metal from reacting with other gases at elevated temperatures. The representative countries that widely use laser selective melting technology are Germany, the United States, etc. They have developed different manufacturing models, and can even create parts to meet individual needs according to actual conditions. The metal parts formed by EOSING M270 equipment are small in size, and it can be applied to the mass production of bridges and crowns without affecting the use of them, and it will not cause discomfort, and its density is close to 100%. , fineness is better. At the same time, titanium alloy parts produced using SLM technology can be applied to medical implants, which has promoted the development of medical work.
Stainless Steel Roller,Modern Shower Hardware,Shower Screen Rollers,Glass Shower Door Rollers
BNF HARDWARE CO., LTD , https://www.bnfhardware.cn