Brief Discussion on Forming Force of Steel Barrel Sealing
Text / Shi Zhougang
Abstract: This paper reviews the forming force of the crimping seal of the key equipment crimping machine of the domestic closed steel drum production line, and analyzes the reason why the forming force of the crimping sealing is too large. The article also applies the crimping forming roller of the cam structure. The characteristics of the hydraulically controlled crimping forming roller are analyzed.
Key words: steel drum; crimping force
The 200-liter closed steel drum has a wide range of uses as packaging containers for petroleum, chemical, paint, dye and edible oil products. With the development of the national economy, the demand for steel drums in foreign trade is increasing. However, most of the small and medium-sized barrel factories in China have poor equipment, backward technology and inferior quality. Especially the key equipments that are closely related to the quality of steel drums – most of the steel drum production line equipment are quite old and need to be updated.
I. Analysis of the curling force forming of hydraulic crimping machine
The quality of the crimping seal directly affects the quality of the steel drum. If the sealing performance is not good after crimping, it will cause leakage of liquid packaged goods, and the light will cause the product to be lost and pollute. The serious ones endanger personal safety and cause a major accident. However, how much curling force should be used to make the barrel and the bottom of the barrel and the lid of the barrel both well and leak-free. This is almost unknown when we design the production line equipment for the middle section of the steel drum. There is no ready-made data for reference. In order to obtain the necessary design data, a dynamic stress-strain test of a US-made crimping machine in a factory was carried out. After the actual measurement, the crimping force of the crimping machine was measured up to 18 tons!
According to the actual curling forming force of the crimping machine, the method of pressing the crimping by the hydraulic cylinder is used when designing the crimping machine to form the pressure roller. In order to ensure sufficient forming pressure, reduce the efficiency of the hydraulic device, and reduce the energy consumption, a pressurized cylinder is adopted in the hydraulic system, which satisfies the requirements of the forming pressure of the hemming and avoids the use of the high-pressure oil pump and its hydraulic components. Not only reduces the requirements for oil pipelines, but also reduces manufacturing costs and ease of maintenance.
From the structural design of the crimping machine, the stroke from the start of the pressure roller to the forming of the crimping is 72 mm. When the crimping is used to ensure the production cycle and shorten the processing time, the hydraulic system design adopts "fast forward" and "work advance". In the action, the double-blade pump is used for oil supply in the hydraulic system. When the fast-forward fast-returning is carried out by the double pump at the same time, the oil is supplied separately by the small-flow pump. The designed crimping forming pressure is based on the pressure data obtained by the user's proposed process parameters and field test. The maximum pressure of the booster cylinder of the hydraulic system of the machine is 170kg/cm2, which can be concluded that the thrust of the cylinder (ie the pressure of the crimping forming roller) is:
![]()
Where: Q - the thrust of the cylinder (kg); D - the cylinder diameter (cm); d - the diameter of the piston rod (cm); p - the working pressure of the cylinder (kg / cm2).
It can be seen from the above calculation that the designed crimping pressure value is only 55.5% of the original measured pressure data. If the sealing loss and friction loss when the cylinder is operated, the actual forming pressure is
![]()
Where: Q real - the actual thrust of the cylinder (kg); ηk - the mechanical efficiency corresponding to the seal loss and friction loss, take ηk = 0.9
It can be seen from the above formula that the theoretical pressure value of the actual design is 50% smaller than the pressure value obtained by the field test. However, in the commissioning after the manufacture of the crimping machine, it was found that even the gauge pressure which was half the test value was much larger than the actual crimping force required. Firstly, it is found that when the gauge pressure reaches 65kg/cm2, the main shaft of the crimping forming roller has obvious lag resistance due to the depression of the pressing wheel during the pressing process, and even the spindle stops when the pressing speed is too fast. When the speed control valve is adjusted to slow down the feed rate of the pressure roller, the influence of the spindle speed is not obvious. In addition, it was found that when the gauge pressure was 55kg/cm2, the barrel body and the bottom of the bucket and the lid of the bucket were completely formed, and the cutting edge inspection was performed on the curling edge, and the barrel body and the bottom of the bucket and the lid of the bucket were well engaged. This makes the booster cylinder used in the original design completely unnecessary, and in actual use, the spindle speed lag phenomenon cannot be used due to excessive pressure. The crimping force of 55kg/cm2 is changed to a crimping forming force of 3,240 kg, which also includes pressure loss caused by internal leakage of the hydraulic component.
The data obtained from the test is far from the value of the crimping forming pressure obtained by on-site commissioning. There is only one reason, that is, the value obtained by the test is not true, because the design basis of the crimping force of the machine is determined based on the repeated field test of the original equipment of the user's factory, due to the test conditions, The test results are inevitably subject to errors due to various factors such as the characteristics of the test instrument and environmental conditions. Moreover, in the test of the strain gauge, if the temperature change occurs during the measurement, the resistance of the resistor will also change accordingly. For this change, it comes from two aspects: one is the temperature versus the wire resistivity. The direct effect; the second is the effect of the linear expansion coefficient between the resistive film and the measured object due to the material's linear expansion coefficient (that is, the same temperature change produces unequal temperature deformation). If these influencing factors exist during the test, the measured results will produce a large error, and even cause these measurements to be untrue and meaningless. The barrel body and the bottom of the barrel and the lid of the barrel are in the process of sealing the edge of the roll. The heat is hot and hot at the edge of the curling edge due to mutual friction under the forming pressure roller. At this time, the temperature change at the edge of the curling edge is quite large. Even if the influence of ambient temperature and noise on the instrument is not considered at this time, only the change of the temperature at the edge of the crimping edge has enough influence on the instrument, which is enough to affect the accuracy of the measurement result. In addition, the measurement results are also affected by the sensitivity of the instrument, and the sensitivity of the instrument is usually only constant over a certain range, and the sensitivity will change when this “linear range†is exceeded. Therefore, under the influence of various factors, the actual required forming pressure is greatly different from the forming pressure obtained by the test.
Through the debugging of the crimping machine, the crimping force and test value of the crimping machine were verified, and the actual data of the crimping forming force was obtained, which provided a comparison for us to design and develop a new crimping machine. The design parameters of the letter also created favorable conditions for updating and renovating the production line equipment of the middle section of China's 200-liter closed steel drum.
Second, the analysis of mechanical and hydraulic crimping machines
After obtaining the actual data of the crimping force of the crimping machine, we designed a second crimping device, which uses a mechanical (cam) structure for the crimping machine. The pressing of the original design of the crimping forming roller completes the engagement of the barrel with the bottom of the barrel and the lid of the barrel through the action of the cylinder. The newly designed crimping machine uses a cam mechanism instead of the action of the cylinder. See schematic 1 below.
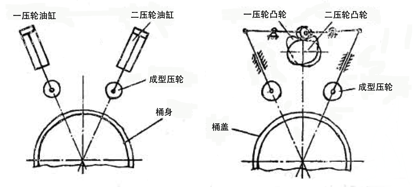
Figure 1 Crimping mechanism
The crimping machine that is pressed down by the cylinder to complete the forming of the hemming has a big problem in the commissioning, that is, the second pressing wheel can fast forward only when the pressing wheel completes the working feeding, that is to say, the working wheel is pressed into the working wheel. When given, the second pressure roller can't quickly approach the bottom of the bucket, the bucket lid, and the second pressure roller must wait for a pressure roller to complete the work and start fast rewinding. This is determined by the hydraulic structure.
The pressure in the hydraulic system is that the hydraulic oil built in the system is in the state of "pre-resistance and push-back", that is, the front of the hydraulic oil is blocked by the load resistance, and then the oil pump is driven by the non-stop oil supply. Such a state of motion, therefore, when a pressure wheel is in the working feed state, and at the same time requires the second pressure wheel to fast forward, then the characteristic of easy flow of oil determines that the oil must be from a high pressure Flow to the lowering point, because the working load resistance of a pressure roller is large, the load resistance of the fast-feeding of the second pressure roller is much smaller, and the oil must flow from a pressure cylinder to a two-pressure cylinder with low load resistance. Therefore, the working feed force of the forming of a pressure roller can not be established, and the movement of the entire mechanism is confusing, and it is impossible to complete the desired curl forming. This nature of the hydraulic structure determines that its processing time is relatively long and the production cycle cannot be too fast. If these two problems are to be solved, the design of the hydraulic system of the machine is much more complicated and uneconomical.
The mechanical crimping machine replaces the hydraulic structure with a cam mechanism, which solves the problem of long processing time. The main advantage of the cam mechanism is that as long as the appropriate cam profile is designed, the follower can be given any desired motion. We are using this feature of the cam mechanism, in the relationship between the design cam angle and the working stroke and a pressure. The relative motion of the wheel and the second pressure wheel is relatively freely selected and combined. Therefore, when designing the cam, the second pressure roller advances when the pressure roller is fed, and when the pressure roller enters the end, the second pressure roller is retracted to enter the working state. This avoids the waiting time for each other, so that the processing time can be shortened, which shows its advantages in the design of the higher productivity crimper.
The hydraulic type crimping machine has some difficulty in maintaining a high production cycle because of the mutual waiting time of the two forming pressure rollers. Moreover, in the hydraulic system, when the reversing valve is rapidly reversing or because the reaction of some components in the system is not sensitive enough, the inertia of the flowing liquid or the inertia of the moving parts will cause a drastic change in the pressure in the system, and a transient occurs. High pressure, resulting in hydraulic shock. The hydraulic shock will cause the feed of the crimping forming roller to be uneven, which will affect the quality of the crimping seal. Especially during the work, the hydraulic impact will have a great influence due to the small feed rate.
The pressure roller controlled by the cam mechanism does not cause a hydraulic shock or the like as long as the relationship between its rotation angle and the feed amount of the pressure roller is determined when the cam profile is designed. The cam contour curve is designed to make the feeding amount of the pressure roller smaller, so that the machining deformation can be made relatively slow, so as to reduce the influence of the deformation speed on the deformation resistance, and it is advantageous for improving the quality of the crimping mouth. We did this when designing the cam wheel curve of a pressure roller and a two pressure roller of a mechanical crimping machine, taking into account the reduction of the waiting time of the two pressure rollers to meet the requirements of the production cycle. It is also considered that they have a smaller feed rate during the working feed zone to ensure smooth work feed and uniform curling.
Of course, from the point of view of processing and installation, the liquid over-type crimping is simpler than the mechanical crimping structure, so the maintenance of the mechanical part is much easier.
Third, the conclusion
At present, some steel drums produced by domestic barrel factories are also five-layer flat-rolled type. This kind of crimping has low strength, poor impact resistance and high leakage rate. Generally, it can only reach the International Maritime Dangerous Regulations. Class standard. In order to meet the "International Maritime Dangerous Standards" Class 1 standard, most domestic barrel factories have adopted the three-layer seven-layer round-edged type, which has high crimping strength, good impact resistance and low leakage rate. For the 200-liter closed steel drum, the three-layer seven-layer round crimping structure is adopted in China, and in the open steel drum or small-capacity steel drum, there are also five-layer rectangular flat crimping structure in the barrel making factory.
Product name:Bedbug and Dust Mite KillerBrand:YIQUN AEROSOL Volumn:450ml, 600ml, 750ml Certificates:ISO9001, ISO14001, OHSAS18001, REACH, MSDS, CARB VOC, CA65 MOQ 5,000 pieces Formula Customize formula or use our pre-defined formula Can Printing:Design new packaging for you or provide us with your design Sample time:3-5 days Price Terms:EXW, FOB, CIF Payment terms:T/T, LC, Alibaba Insurance Trade.China Bedbug Killer,Bed Bugs Killer supplier & manufacturer, offer low price, high quality Hot Shot Bed Bug Killer,Natural Bed Bug Killer, etc.
Bedbug Killer,Bed Bugs Killer,Dust Mite Killer,Insecticide Spray
Linyi Yiqun Packaging Products Co., Ltd , https://www.lypackingbag.com