Theory and Practice of Steel Barrel Bulging Technology (1)
Xin Qiaojuan
With the rapid development of China's packaging industry, metal container packaging is also developing with each passing day. At the beginning, there was only a single 200-liter steel drum. Today, it has developed into large, medium and small steel drums, and has gradually developed into miniaturization and high-end serialization, such as square barrels and convenient barrels that are popular on the market. These barrels vary in shape, from rectangular to conical, to round, and so on. The shape of the barrels of these barrels is obtained by the bulging technique. For the barrel bulging, theory, no one has done systematic research work. Recently, the author has made great progress in the research on the bulging problem of the barrel body through the combination of practice and theory. Below we will focus on the bulging problem of the barrel.
I. Analysis of the principle of barrel bulging
Figure 1 shows the various bulging shapes commonly found in the barrel. In the figure, d0 is the blank size and d is the part size. The plastic deformation of the blank during bulging is limited to a fixed deformation range, as shown in Figure 1. The deformation of the barrel is limited to changes in radial dimensions. The metal in the bulging deformation zone is in a tensile stress state. The change in the shape of the sheet in the deformation zone is mainly due to the local increase of the surface area, so that the thickness of the blank during bulging is inevitable.
Because the sheet material is in a biaxial tension state during bulging, in general, the blank in the deformation zone does not cause unstable wrinkling, so the finished part has a smooth surface and good quality.
Since the barrel body is entirely made of a thin steel plate, and the bulging shape has only a tensile stress on the section of the deformation zone sheet, and its distribution is relatively uniform in the thickness direction, the geometry of the blank is easily fixed under the force state; When uninstalling. The rebound is small, and it is easy to obtain parts with high dimensional accuracy.
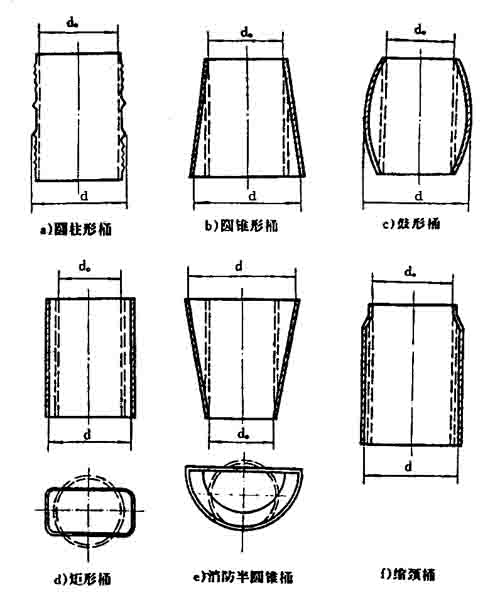
Figure 1 Common barrel bulging shape
The bulging shape is an elongation molding method, so its forming limit is directly related to the plasticity of the sheet. However, since the metal in each part of the bulging deformation zone is subjected to the two-way tensile stress, the ratio can only vary between 0 and 1 (ie, δx/δy = 0 to 1), so the stress state can only be used in both directions. The forming limit under the tensile stress is determined. As shown in Fig. 2, the two coordinates εx and εy are the strain values ​​in the two directions perpendicular to each other in the plane of the sheet when the shape is bulging. The strain values ​​εx and εy at the time of bulging can be directly measured by the change of the mesh size on the surface of the sheet during the bulging process, as shown in Fig. 3. Its value is:
Εx=ln(Rx/Ro)......(1)
Εy= ln(Ry/Ro)...... (2)
Where: Ro—the radius of the mesh circle before deformation. Ro, Ry - the radius of the major axis and the minor axis in the direction from the mesh circle to the ellipse after deformation.
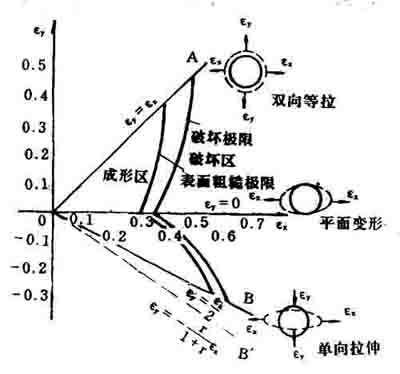
Figure 2 Forming limit of low carbon steel under biaxial tensile stress
The forming limits of the low carbon steel under the two-way tensile stress shown in Fig. 2 are the damage limit and the surface roughness limit, respectively. When the degree of bulging deformation exceeds the surface roughness limit, the sheet breaks; when the bulging deformation twist reaches the surface roughness limit, the material exhibits a plastic deformation instability phenomenon under the tensile stress position, resulting in local deformation and smooth sheet. The surface begins to get rough. In general, the degree of deformation of the account should be limited to the surface roughness limit.
The effect of the stress state on the deformation limit of the family shape can be seen from Fig. 3. The ultimate value of the elongation strain εx is about 0.6 under the action of uniaxial tensile stress, and the maximum thinning deformation in the thickness direction is about -0.3; in the biaxial isotropic stress state, the extension in two directions in the plane of the plate The long-strain limit values ​​εx and εy can reach about 0.5, and the maximum thinning deformation in the thickness direction can reach -1, which is about 3-4 times that of uniaxial stretching.
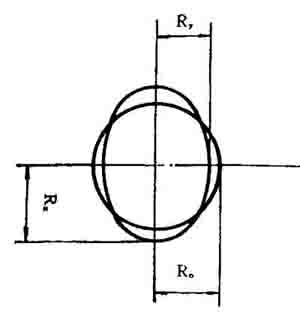
Figure 3 Calculation of strain values
In general, the stress state of the metal at different positions in the bulging zone of the blank is different, and the strain in the two vertical directions in the plane of the plate is different; the limit value of the expansion-forming type of the material is also the same. The plasticity of the material is good, the limit value of the expansion forming type is high, and the change in the blank size caused by the bulging deformation is also large.
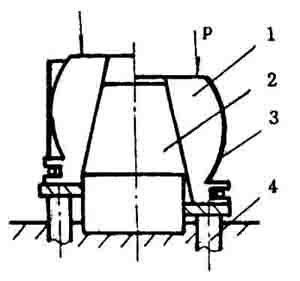
1-lobed punch; 2-core; 3-blank; 4-pillar
Figure 4 The principle of bulging of a rigid body splitting punch
The barrel bulge is shown in Figure 4. This is a method of bulging on a punch using a rigid body punch. Due to the action of the tapered surface of the core 2, the punch is expanded outward when the punch slider presses the split punch 1 downward, and the blank 3 is caused to have an bulging deformation with an increased diameter. After the bulging is completed, the split punch 1 is returned to the initial position by the punching air cushion ram 4 to take out the finished part. When bulging with such a rigid mold, the greater the number of split lobes, the higher the accuracy of the resulting part. The unit pressure required for bulging can be obtained from the equilibrium condition of the unit micro-body in the deformation zone, as shown in Fig. 5.
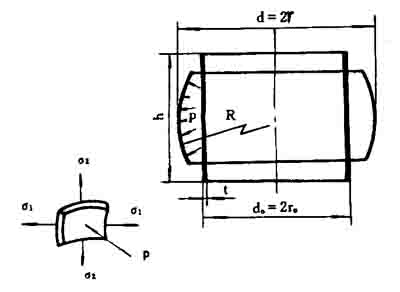
Figure 5 Stress during bulging
When the bulging blank is fixed at both ends. And when no shaft shrinkage occurs:
P={(t/r)+(t/R)}δs......(3)
When the ends of the bulge blank are not fixed and allow axial free shrinkage, they can be approximated as:
P=δst/r......(4)
Where: P—unit pressure required for bulging; δs—the yield limit of the material; t—the thickness of the material; r, R—the radius of curvature of the bulging blank.
According to general experience, the degree of ultimate deformation can be approximated by the bulging coefficient K, and the value of the bulging coefficient at the maximum part of the elongation deformation should be such that:
K={(r-r0)/r0}≤0.8δ ......(5)
δ in the above formula is the elongation of the material. When the bulging surface is required to be high and the rough surface acre caused by excessive plastic deformation is not allowed, the 8 in the above formula should be taken as the elongation of the uniform deformation stage in the tensile test of the sheet.
In actual production, the bulging mode of Fig. 4 is not much applied, and it is only suitable for the bulging processing of small packaging drums.
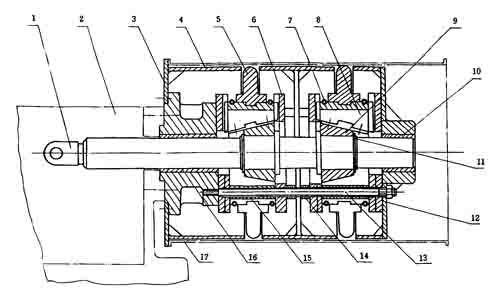
Figure 6 Schematic diagram of the cylindrical barrel ring rib bulging machine
1-core rod; 2 one base; 3-frame positioning plate; 4, barrel positioning sleeve; 5-expansion j6-slipper; 7-return spring; 8-slider; 9-cone; Bushing; 1,1-shoulder ring; 12-frame; 13-bar; 14-sleeve; 15-sleeve 116-copper sleeve; 17-barrel (to be machined).
Wine Glass is a type of glass that is used to drink and taste wine. The idea that the shape of wine glass should be matched to the style of wine is widely debated. Most wine glasses are stemware, that is they are goblets composed of three parts: the bowl, stem, and foot. In some designs the opening of the glass is narrower than the widest part of the bowl (to concentrate the aroma), others are more conical. In addition, "stemless" wine glasses (tumblers) are available in a variety of sizes and shapes. The latter are typically used more casually than their traditional counterparts, as they negate the benefits of using stemmed wine glasses.
Description:
Usage: Liquor/Wine/Beverage
Material: Extra-flint, high-flint and flint glass
Technology: Machine made
Volume: 50 to 3000ml or as your requirements
Weight: 150 to 2000g and so on
Sealing type: Screw cap or cork
Painting: Any color as you requirement
Quality control: SGS, FDA, ISO9001, ISO14001
Deep processing: Silk screen, decal, spray painting, electroplating, frosting, sand blasting.
Delivery term: EXW, FOB, CIF
Payment terms: T/T
Lead time: New design drawing confirm within 3days, Sample mold within 20 days, bulk molds within 30 days, produce in bulk within 30 days
FAQ:
Q: Are you a manufacture or a trading company?
A: We are a manufacture which located in Chengdu city and Yibin city, Sichuan, China.
Q: Can you customize the products?
A: Yes, we are professional to customize glass bottle, we can design the new drawings and open the new molds according to your requirement.
Q: Do you provide free sample?
A: Yes, for cooperation sincerity, we are glad to provide you samples for free, but for new customer, the express cost need to be paid.
Q: What is your MOQ?
A: Our only standard for MOQ is a 40 feet container.
Q: How long is your sample lead time, mold need time and production lead time?
A: New design drawing confirm within 3 days, sample mold within 20 days, bulk molds within 30 days, produce in bulk within 30 days

Wine Glass
Wine Glass,Opal Wine Glass,Borosilicate Wine Glass,Custom Wine Glass
SICHUAN YIBIN GLOBAL GROUP CO.,LTD. , https://www.globalglassbottle.com